









Custom Inquiry
*
Contents
*
Inquiry



When you think of paper, transparency may not immediately come to mind. But glassine is a smooth, glossy paper that is transparent. Glassine allows what’s inside or behind the paper to show through. As a result of the manufacturing process, glassine is pH neutral and acid free. And it’s resistant to moisture, air, and grease. Because it is made from wood pulp, glassine is fully recyclable and biodegradable – making it a sustainable material choice.
Glassine is used most often in its translucent form because it shows what is beneath the paper. The color can be changed during the pulping process with the addition of dyes. Other additives – such as clay, titanium dioxide, or calcium carbonate – reduce the amount of light that is transmitted through the paper and make glassine more opaque.
The degree and quality of the supercalendering machine impact how dense, and in turn how translucent, the final product becomes. The quality can vary drastically among manufacturers, with the clarity usually lost in cheaper glassine paper.
Adjustments in the supercalendering process determine the weight, caliper (thickness), clarity, brightness, smoothness, strength, and grade of the final product.
Glassine’s significantly higher density and caliper give it greater bursting and tensile strength, folding endurance, and stiffness than papers of similar weight. Glassine is generally available in densities between 40–90 grams per square meter (gsm) – more than twice as dense as other common papers.
Glassine is manufactured within a narrow caliper tolerance, meaning measurements of the thickness are highly accurate to within 0.01 millimeters.
Paper typically absorbs water vapor from the surrounding atmosphere (hygroscopicity), which causes it to expand or contract with the relative humidity (hygroexpansivity). However, the breakdown of cellulose during the manufacturing process of glassine makes it less susceptible to atmospheric changes.
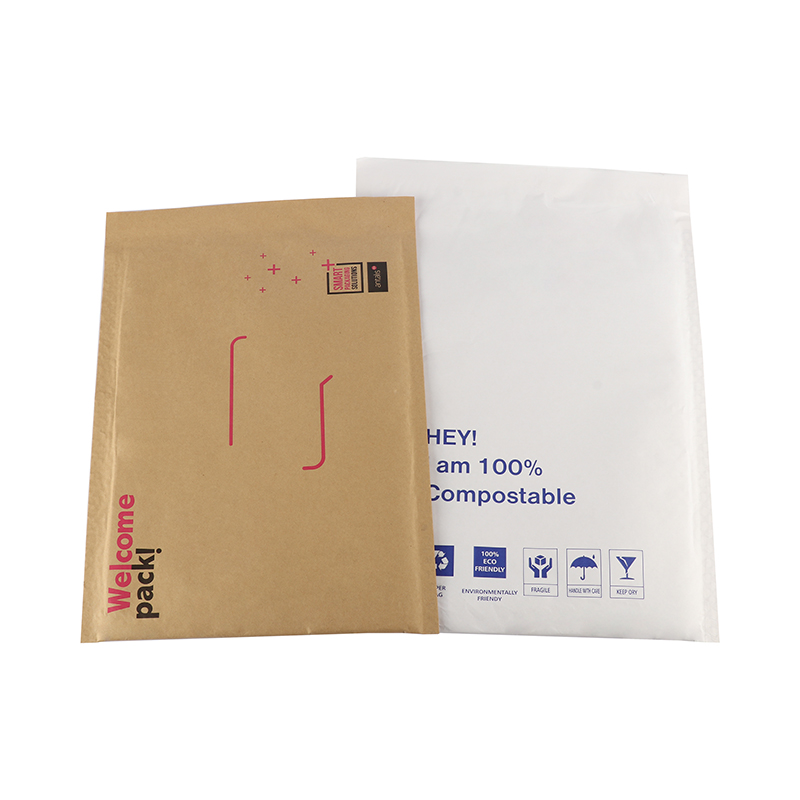
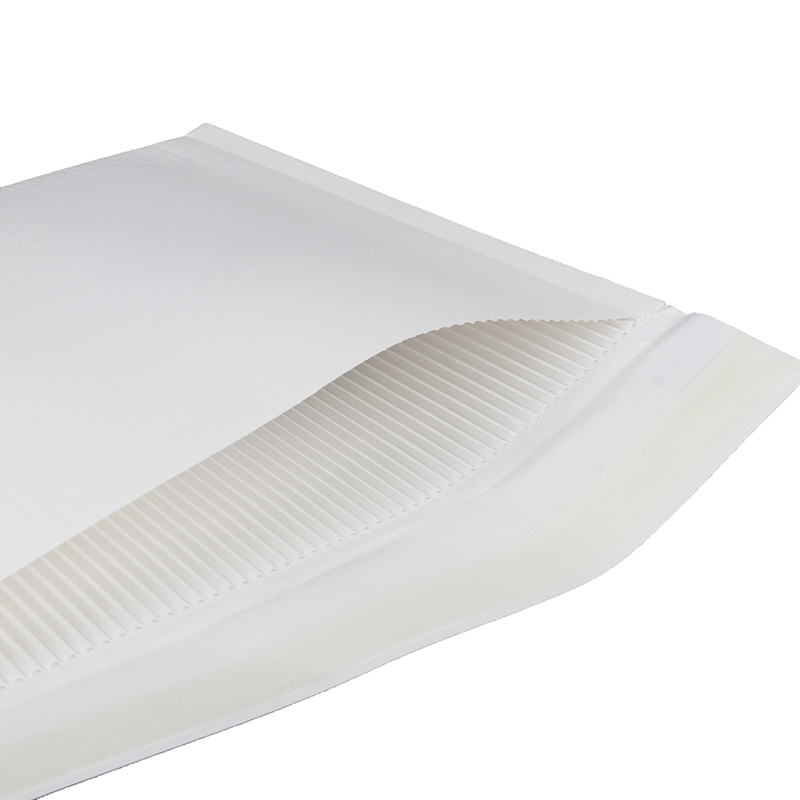
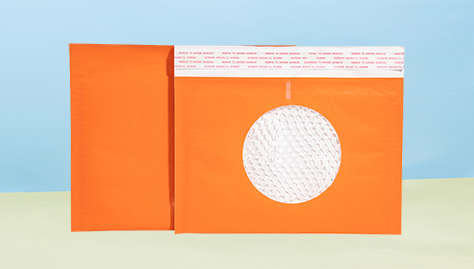
High quality glassine is hardwearing, making it a robust choice for enclosures and packaging


